-
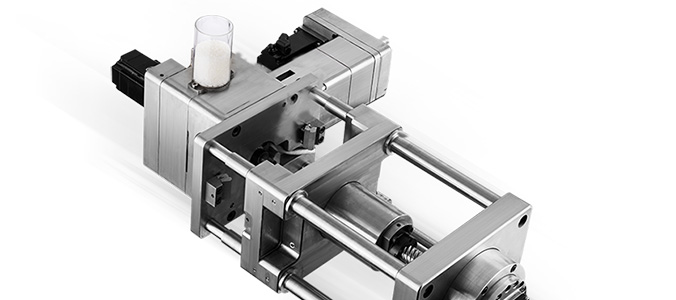
材料塑化系统
● 材料从透明料斗加入,到达表面光滑的螺旋盘和曲线盘。两个盘相互作用,将材料摩擦/移动,从外部运送至内部
● 曲线槽深度由外至内逐渐变浅,对材料进行压缩、塑化同时除去气体
● 塑化温度可达430℃,塑化后的材料以非牛顿液体特性,利用韦森堡效应向螺杆中心爬升,通过热嘴输送至模具
-
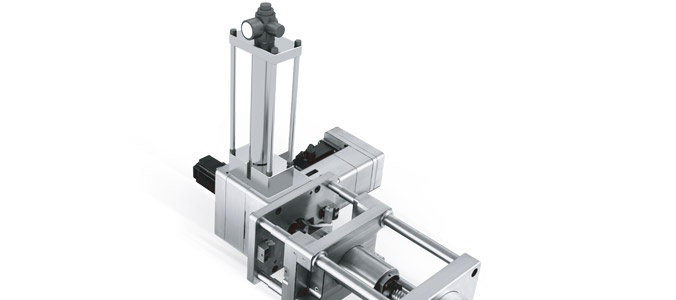
热流道成型系统
● 注胶压力、时间、速度三段独立可调
● 微型注塑成型的产品为毫克级,普通注塑系统即使在优化后,仍然只有约10%的熔体被真正使用,大部分材料作为废料
● 康尼格的设备与热流道一体技术,使流道缩短,从根本上减少废料;同时热流道无需随模具更换,简化模具设计,降低了模具成本
-
模具温控系统
● 在注塑的各个阶段,模具温度可控
● 按照不同材料的特性,调整模具温度
● 在注塑过程中提高模具温度,使得熔体能快速充满模腔
● 在脱模时,迅速降低模具温度,帮助产品成型及开模顶出
-
生产管理系统
● 强大的生产管理功能
● 注塑成型过程、工序可视化、工件计数
● 模具资料,如:温度,压力等生产数据可保存